
 24小时服务热线
24小时服务热线
森吉米尔整体式二十辊轧机特点
来源:http://www.hnguilong.com/news940048.html 发布时间:2023-05-08 返回列表牌坊采用一体浇注,并预置预应力,牌坊内设有圆弧面轨道,用于固定支承辊。所有中间辊都通过传动侧和操作侧的悬挂液压缸作用,固定在牌坊上,悬挂力按辊身自重设定。
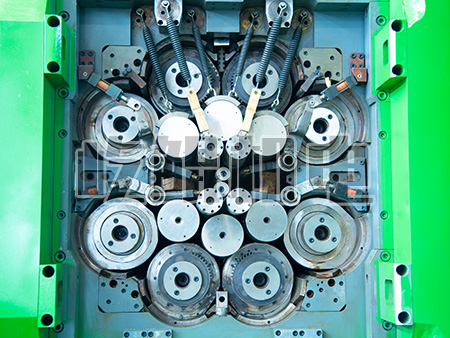
二十辊轧机的主要优点:

1)工作辊直径小,目前多数轧机采用Φ63.5的工作辊;
2)辊系稳定,多年使用来未发生过辊系不稳定问题;
3)刚性大,一般可达到4440~4900kN/mm,利于提高厚度精度;
4)轧制压力上限大,一般可达到7800~8000kN,道次压下量大;
5)由于外侧支承辊采用轴承,使凸度调整灵活、方便;
6)可实现一中间辊轴向移动,有利于带钢边部板型控制;
7)通过F、G辊调整,可实现轧制线高度的灵活调整;
8)轧制冷却油通过导板供油,冷却、润滑效果好;
9)机架内除轧辊和穿带导板外无动部件,操作和维护简单,运行可靠;
二十辊冷轧机主要缺点:
1)开口度小,不利于穿带与换滚。不能实现自动换滚,换滚时间长;
2)轧辊可使用范围小,轧制厚规格需搭配使用,轧辊储备量大,轧辊管理和使用成本高;
3)用齿条和偏心环调节,响应慢,控制精度低;
4)板型控制手段少,板型控制能力差。由于机架的整体结构,无法实现直接倾斜控制;
调节时同时影响两个轴承,且经过支承辊、第二中间辊、第 一中间辊3次力的传递,作用到工作辊上以后,其控制能力大大下降。板型调节很难做到量化,尤其当实际轧制板型出现1/4浪以后,无法完全消除。第 一中间辊带有一定的锥度,通过一个推拉式的液压缸的作用使第 一中间辊轴向移动,考虑推拉式受力状态,只有在轧制速度达到100m/min时,参与板型控制。由于移动速度的限制,在头尾轧制速度未达到100m/min时,板型控制能力受到极大影响,要求主操作工具备高超的操作技能。
- 上一篇:三种不锈钢带冷轧机的比较和应用
- 下一篇:选购冷轧机时怎样正确选择?

- 两种典型二十辊轧机的比较分析2023-10-23
- 计算二十辊轧机张力的方法与重要性2023-09-19
- 安装二十辊轧机需要注意哪些问题2023-09-05
- 详细介绍二十辊轧机的特性2023-08-23
